
برش ورق استیل یک نوع فرآیند صنعتی می باشد که در آن ورق های استیل(استنلس) با استفاده از تکنولوژی های پیشرفته و ابزارهای خاص، برش داده می شوند. این نوع فرآیند هم با استفاده از ماشین آلات CNC و هم به شکل دستی قابل انجام می باشد. در کل برش ورق استیل به دو روش گرم و سرد (مکانیکی) انجام می شود. در هر کدام از این دسته بندی ها تعدادی از تجهیزات و روش های خاص به کار می روند که بر طبق نوع برش و خاصیت های ورق استیل، انتخاب خواهند شد. در ادامه این مقاله با انواع برش های ورق استیل و مزایای برش ورق استیل و نیز معایب آن آشنا خواهید شد.
انواع روش های برش ورق استیل
فرآیند برش ورق استیل با روش های مختلفی انجام می گیرد. این روش ها تنوع زیادی دارند که می توان آنها را دسته بندی کرد اما اصلی ترین و کلی ترین دسته بندی برای برش ورق استیل، برش گرم و سرد می باشد.
برش سرد استیل
روش برش سرد کاملا به صورت مکانیکی است، یعنی برای انجام دادن برش از هیچ گونه منبع گرمازا استفاده نخواهد شد. معنای اینکه برش سرد یک روش کاملا مکانیکی است، یعنی این برش فقط با اعمال فشار انجام می گیرد.
به دلیل اینکه دقت داشتن در برش استیل دارای اهمیت حیاتی است، در بعضی از شرایط امکان دارد برای ثابت نگه داشتن ورق استیل در هنگام برش، از ابزارهای نگهدارنده استفاده شود. اما روش برش سرد استیل دارای مزایا و معایبی است که عبارتند از:
مزایا
- دقت بالا
- سرعت و تیراژ بالا
- سطح برش تمیز
- هزینه به صرفه و مناسب
معایب
- احتمال رخ دادن مشکل در ورق استیل آستنیتی
- محدود بودن ضخامت برش
برش ورق استیل با نیبلینگ
روش نیبلینگ از روش های سرد برای برش استیل می باشد. از دستگاه نیبلر می توان برای برش دادن ورق استیل با ضخامت حداکثر ۶ میلی متر استفاده کرد. روش نیبلینگ می تواند دارای برش های الگو دار یا مستقیم باشد. طریقه برش این دستگاه با یک تیغه می باشد که به شکل رفت و برگشت خیلی سریع حرکت می کند.
برش ورق استیل با گیوتین
از دیگر روش های برش سرد استیل، استفاده کردن از دستگاه گیوتین است. دستگاه گیوتین سطح مورد نظر را به شکل مستقیم برش می دهد، این دستگاه یک تیغه ثابت و یک تیغه متحرک دارد که تیغه متحرک به شکل مکانیکی یا سیستم هیدرولیکی، در همکاری با تیغه ثابت حرکت می کند و مانند قیچی ورق استیل را برش می دهد. گیوتین های مکانیکی سرعت بیشتری را نسبت به گیوتین های هیدرولیکی دارند، همچنین از گیوتین های مکانیکی برای برش های با ضخامت کم و از گیوتین های هیدرولیکی برای برش های با ضخامت بالا استفاده می شوند.
نکته دیگر درمورد این دستگاه این است که، قدرت گیوتین های هیدرولیکی از نوع مکانیکی آن بیشتر است.

برش گرم استیل
برش گرم استیل، روشی است که در آن از منبع گرمایی برای انجام دادن عمل برش، استفاده می شود. انواع روش های برش گرم استیل عبارتند از: برش با لیزر، برش با پلاسما و برش با شعله می باشند. در برش های گرم به اعمال فشار بر روی ورق های استیل نیازی نیست و عمل برش فقط با گرمای موجود صورت می گیرد. همچنین در روش برش گرم از کمترین مقدار نگه دارنده ها استفاده می شود.
روش های برش گرم نیز دارای مزایا و معایبی هستند که عبارتند از:
مزایا
- برش دادن بدون نیاز به قالب
- برش دادن قطعاتی که ضخامت بالایی دارند
معایب
- نیاز داشتن به تمیزکاری قبل از انجام برش
- امکان تغییر رنگ استیل در هنگام برش
برش استیل با شعله (هوا گاز)
برش استیل با شعله که به آن هوا گاز نیز می گویند، بر روی استیل به دو روش انجام می شود.
روش اول ( روش تزریق کمک): عملیات ذوب با استفاده از تزریق کمک انجام می شود به صورتی که در آن ماده ای سر باره ساز که ترکیب آن با اکسید کروم، موجب سریع شدن ذوب می شود، به گاز شعله اضافه خواهد شد.
روش دوم ( روش پودری): این روش با استفاده از پودر آهن صورت می گیرد. علت استفاده کردن از پودر آهن در منطقه ذوب، اکسیداسیون بالای آهن است که موجب بالا رفتن دمای شعله می شود. همچنین ضخامت ورق استیل می تواند در سرعت عملیات برش تاثیر گذار باشد.

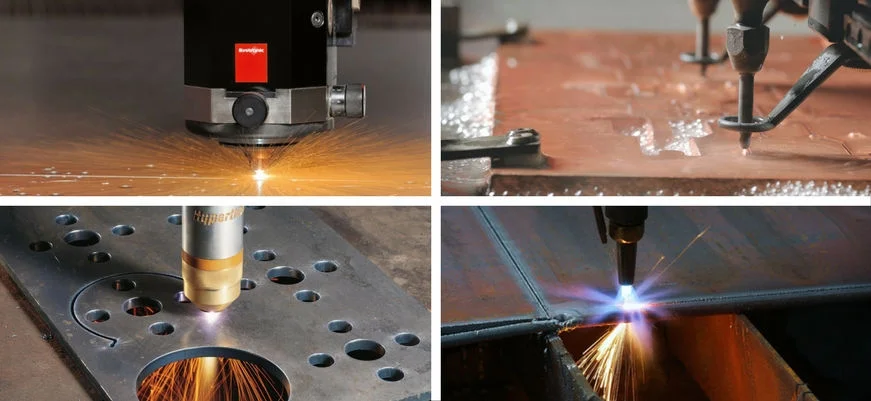
برش با لیزر
امروزه از برش لیزر در صنعتها، برای برش دادن فلزهای مختلفی استفاده می شود. یکی از این فلزها، استیل است. برش با لیزر می تواند طرح های بسیاری را روی ورق استیل هک کند و یا قطعات گوناگونی از آن بسازد. در این روش به وسیله تابش اشعهی لیزر از یک خروجی بر روی سطح ورقه استیل، برش انجام میگیرد. در برش لیزر هنگام برش، سطح استیل در برخورد با لیزر می سوزد یا ذوب می شود.
برای انجام گرفتن عملیات برش با لیزر، در ابتدا مواد تشکیل دهنده لیزر را با وسیله جریان الکتریکی تحریک می شود و با استفاده از تکه های آینه به درون دستگاه منعکس می شود تا کمترین انرژی لازم برای برش جمع آوری شود. بعد از رسیدن انرژی به مقدار لازم، اشعهی لیزر به لنزی که در سر دستگاه قرار دارد تابیده می شود. نکته لازم به ذکراین است که این لنز بر کوچک کردن لیزر تا۰.۲۳ میلی متر، قادر می باشد.
برش با پلاسما
برش با پلاسما فرآیندی می باشد که در آن انواع مختلفی از فلزات مانند استیل و فولاد، با وسیله کاربردی به نام مشعل تورچ برش داده خواهند شد. در این روش یک گاز نجیب با سرعت زیاد از یک نازل بر روی سطح استیل دمیده می شود و در همان زمان قوس الکتریکی به وجود میآید. با ایجاد قوس الکتریکی بین سطح برش و گاز، گاز وارد حالت پلاسما می شود. حرارت پلاسما به مقدار زیادی بالا می باشد که می تواند فلز را ذوب کند و فرآیند برش را انجام دهد.
برش دادن استیل با دستگاه سی ان سی
همانطورکه اشاره کردیم اشعهی لیزربرای برش دادن ورق های استیل نازک مناسب است. در حقیقت اصلا نمی توان ورق هایی که ضخامت ۵/۱ یا ۱ سانتی متری دارند را با لیزر برش داد.
برای برش دادن ورق هایی با این اندازه ضخامت می توان از دستگاه سی ان سی استفاده کرد.
از مزایای برش ورق استیل با دستگاه سی ان سی می توان موارد زیر را نام برد:
- برش دادن استیل با ضخامت های ۵۰ میلی متر و بیشتر
- دقت داشتن زیاد برش
- سرعت بالا در انجام بٌراده برداری در مقایسه با دیگر دستگاهها
- داشتن قابلیت ایجاد طرح بر روی ورق استیل
سخن پایانی
در این مقاله برای شما رایج ترین روشها و مزایای برش استیل و نیز معایب این روشها را توضیح دادیم. همانطور که دیدیم، فرآیند برش ورق استیل به روش ها و با تجهیزات مختلفی انجام می گیرد. هر کدام از این روشها و تجهیزات برای انواع مختلف استیل و با ویژگیهای مخصوص، کاربردی می باشند. فرآیند برش استیل شامل، برش دادن ورقهای استیل با ضخامتهای گوناگون و با دقت زیاد با استفاده کردن از دستگاههای برش لیزری، برش پلاسمایی و آب جوش انجام می شود.
همچنین خدمات تمیز کردن ورق استیل ارائه خواهد شد تا ورق های استیل نازک از چربی و روغن های موجود تمیز شوند. محصولات تولید شده برای صنایع مختلفی از جمله صنایع ساختمانی، صنایع فلزی، صنایع خودروسازی و … ارائه میشوند.



در بحث پیرامون این مقاله شرکت کنید!