


تکنولوژی خمکاری
خمکاری و رول فلزات
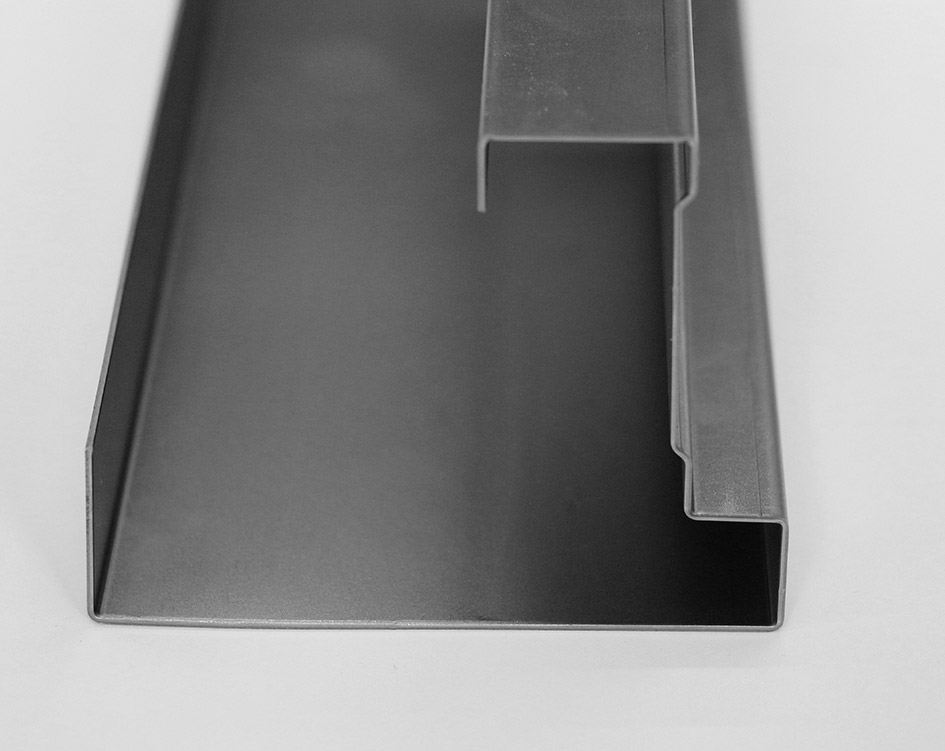
خمکاری ورق فلزات، باعث میشود که فلز در جهت اعمال نیرو بوده دچار تغییر شکل پلاستیکی شود و هندسه ورق تغییر کند. همانند بقیه فرآیندهای شکلدهی فلزات، در فرآیند خم کاری ورق نیز شکل ورق تغییر میکند، ولی حجم فلز بدن تغییر باقی میماند. در برخی از موارد خمکاری ممکن است ضخامت ورق را کمی تغییر دهد. اما در بیشتر موارد این اتفاق رخ نداده و ضخمات ورق فلزی ثابت میماند .خمکاری فلز باعث ایجاد کشش و فشار در فلز میشود. نکته مهمی که در خمکاری بایستی توجه داشت آن است که خواص ماده در خمکاری بسیار حائز اهمیت است. در برخی از موارد خمکاری سرد و در برخی از موارد خمکاری در دمای کاری گرم انجام میگردد.
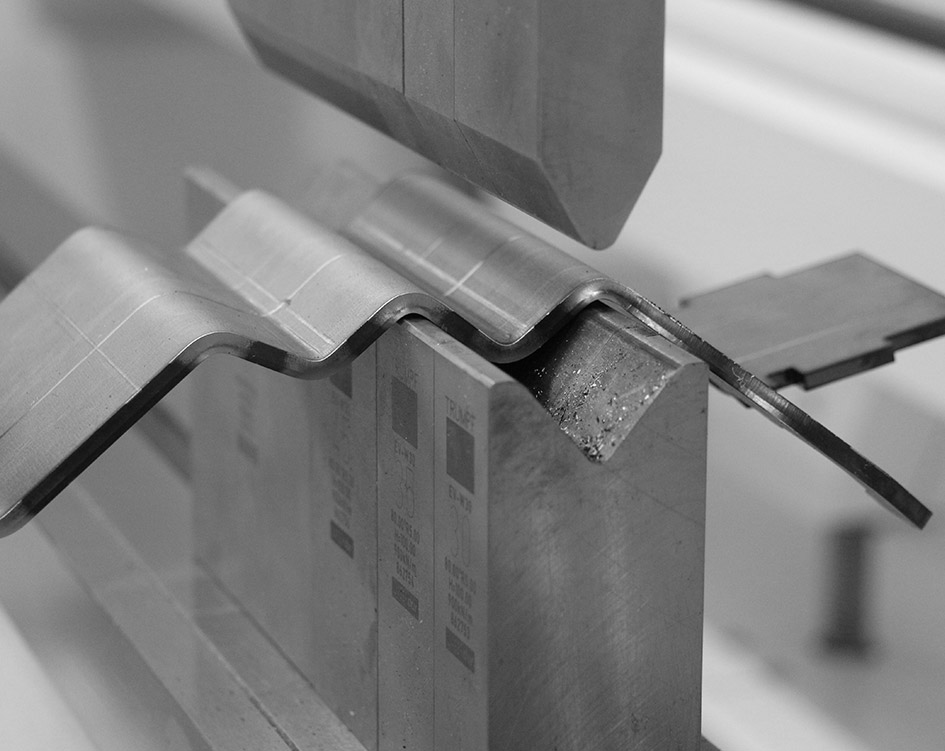
معمولا عملیات خمکاری با دستگاهی به نام پرس برک انجام میشود. بنابراین فرآیند خمکاری در صنعت بنام عملیات شکلدهی پرس برک نیز معروف است. پرس برک در ابعاد و سایزهای متنوعی (بین ۲۰ تا ۲۰۰ تن) در بازار وجود دارند. هر دستگاه خمکاری شامل یک ابزار بالا (پانچ) و یک ابزار پایین (سنبه) میباشد که ورق فلزی بین این دو ابزار قرار میگیرد. ورق فلزی بر روی سنبه قرار گرفته و توسط فکهایی نگاه داشته میشود. سپس پانچ پایین آمده و ورق را خم میکند. در دستگاههای خم CNC این نیرو توسط جکهای هیدرولیکی ایجاد میشوند.
زاویه خم نیز با توجه به عمق نیروی اعمالی بر روی ورق تعیین میگردد. این عمق به طور دقیق برای رسیدن به زاویه مورد نظر کنترل میشود. ابزار مناسب برای خمکاری با توجه به کیفیت محصول، نوع ورق، کیفیت ورق و درجه خمکاری انتخاب میگردد. این ابزار معمولا از فولادهای کربنی ساخته میشود.
خمکاری فلزات به روش کنترل عددی با کامپیوتر یاCNC ، یک فرآیند ساخت است که با استفاده از دستگاههای پرس برک CNC انجام میگیرد. این دستگاهها میتوانند عملیات خمکاری را روی ورقهای فلزی به ضخامت تنها چند میلیمتر تا قطعاتی به طول دهها متر بر روی بزرگترین ماشینآلات صنعتی، انجام دهند.
دستگاه پرس برک CNC به دو صورت است:
دستگاه برس برک با استفاده از ابزار پیمایش خودکارCNC، خدمات فرمدهی و خم دقیقی را عرضه میکند. دستگاههای پرس برک CNC برای شکلدهی دقیق طیف وسیعی از ورقههای فلزی در جنس، ابعاد و ضخامتهای گوناگون مورد استفاده قرار میگیرد. فرآیندهای فرمدهی پرس برک قابلیت حجم تولید بالا با کمترین نیاز به پرداختکاری ثانویه را دارند.
به طور کلی فرآیند خمکاری فلزات به نوع قطعه کار، ابعاد و ضخامت بستگی دارد. بعلاوه پارامترهایی همچون سایز خم، شعاع خم، زاویه خم، انحنای خم و مکان خم بر روی قطعه کار در خم کاری بستگی دارد.





